以下是:湛江市徐闻县现货充足的护栏厂家的产品参数【盛联】为客户提供多样化产品,包括遂溪不锈钢复合管分类和特点、吴川不锈钢复合管专业生产制造厂、廉江不锈钢复合管精品选购、坡头不锈钢复合管支持加工定制等,适配多元场景需求。现货充足的护栏厂家,盛联管业(湛江市徐闻县分公司)专业从事现货充足的护栏厂家,联系人:张经理,电话:【15864395945】、【18954482233】,以下是现货充足的护栏厂家的详细页面。 广东省,湛江市,徐闻县 徐闻县,隶属广东省湛江市,位于中国大陆南端,南临琼州海峡,与海南岛隔海相望,东滨南海,西濒北部湾,北与雷州市接壤。介于东经109°52′至110°35′,北纬20°13′至20°43′之间,土地总面积1979.6平方公里。徐闻县属热带季风气候,日照充足,太阳辐射能丰富。截至2018年,徐闻县下辖1个街道、12个镇、2个乡,另设有4个农场、1个国企。是广东省直管县财政改革试点。
想要一睹现货充足的护栏厂家产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:湛江徐闻现货充足的护栏厂家的图文介绍
轧制是一种的制备复合金属的。热轧复合本质上属于压力焊,假定变形量足够大,轧辊施加的压力就会金属外表的氧化膜,使外表抵达原子,从而使两外表焊在一同。轧制的优缺陷分别为:优点:消费率高、好、本钱低,并可大量俭省金属资料的损耗,因而是目前应用极为普遍的复合资料消费技术。
轧制分别的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺陷:大,而且很多资料组合不能经过轧制复合完成。目前应用普遍的还是应用轧制工艺中止碳钢、不锈钢有缝复合管的制造。热普通是针对不锈钢管坯中止的,称为复合(coextrude)。
复合目前是消费不锈钢和高镍合金无缝复合管的好,制钢所应用这种消费8in(202mm)以下的不锈钢复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴构成的环状空间。当坯料截面缩减到10:1时,高的压力和温度会在界面处产生压力焊的焊接效应,促进界面间的快速扩散和普遍分别,完成界面的冶金分别。
前的复合管坯制造有三种:由锻造坯料经过热穿孔和放大;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原资料均采用粉末的,称为nuval工艺,能够新型合金,但粉末制备本钱太高。复合的优缺陷分别为:优点:界面为冶金分别;中触及的力完好是压应力,因而特别适合于热加工性不好、塑性低的高合金金属的加工。
缺陷:由于分别决议于中极短时间内的元素界面扩散,通常会因氧化物膜的存在而遭到影响,因而目前复合于碳钢、不锈钢和高镍合金间的复合。需求指出的是,热的变形抗力小,允许每次变形水平大,外表粗糙度较高,因而也有先热再中止冷轧(或冷拔)制造复合管的。
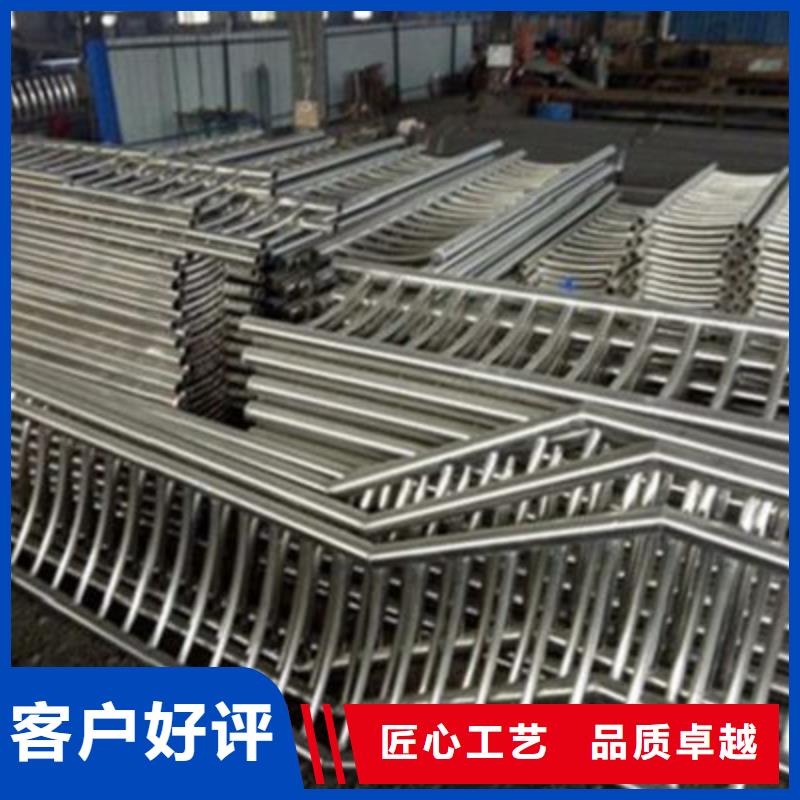
湛江徐闻盛联管业有限公司始终秉承“一言九鼎,重如泰山的经营理念,以“求新、开拓、合作、共赢为企业价值观,以“忠诚、团结、自强、自律为员工价值观,志存高远、脚踏实地,为了成为技术过硬的 不锈钢复合管制造商而砥砺奋进!
碳素钢复合钢管运用时有什么优势 屈从强度,高纯不锈钢板的屈从强度为190MPa,而碳素钢复合钢管的屈从强度为 280MPa 以上。 耐腐性能好,因复合板的外表为不锈钢材质,所以它具有很强的耐腐性能。 外表奢华美观因它外表为不锈钢材质,所以它具有不锈钢的华美表面。若把它和纯不锈钢板放在一同,表面完好一样,没有任何区别。 格低 复合板的中间层为碳素钢,而碳素钢的价钱远远低于不锈钢。 复合板屈从强度高,在运用时可恰当降低复合板的厚度。合理 运用复合板,可使本钱降低30%—40%。
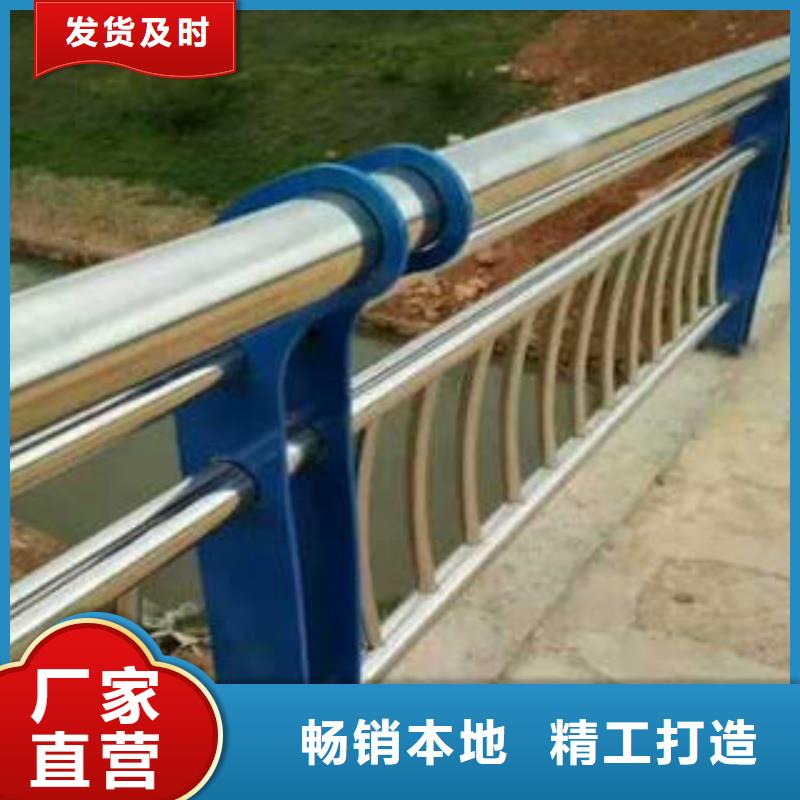
目前,建筑市场上盛行一种新的管材资料,它就是复合管,又叫包覆管。往常就引见下不锈钢—碳钢复合管有三种消费工艺即:包覆成型、拉拔成型、成型和各自特性。新建不锈钢—碳钢复合管消费线时应分别单位理论而取舍。复合管又称为双层管(或多层)或包覆管,它是由两种(或两种以上)不同资料管材构成,一种资料管材在内,另一种资料管材在其外。管层之间分别严密,受外力作用时,两种(或两种以上)资料管材同时变形。不锈钢—碳钢复合管的性能管。化工、食品等行业中。依据预测,不锈钢复合管消费量将大大增加,且随着人民生死水平的进步、饮用水的保送、城市建筑装饰、居民市内市外装饰、建筑门窗等运用碳钢不锈钢复合管将更为普遍。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
现货充足的护栏厂家,盛联管业(湛江市徐闻县分公司)为您提供现货充足的护栏厂家产品案例,联系人:张经理,电话:【15864395945】、【18954482233】。